
As the most important technology in mold manufacturing, high-speed machining is an advanced manufacturing technology with high efficiency, high quality, and low consumption. Compared with the traditional machining, high-speed machining has made a qualitative leap. The metal removal rate per unit power is increased by 30% – 40%, the cutting force is reduced by 30%, the cutting life of the cutting tool is increased by 70%, the cutting heat remaining in the workpiece is greatly reduced, and the low-order cutting vibration is almost eliminated.
High-speed CNC machining requires a high dynamic balance of the tool holder system. When the spindle speed reaches 30000rpm or above, the dynamic balancing ability and absolute centering ability required by the tool holder are particularly important. The spindle, tool holder and cutter should have a high concentricity when rotating. The tool holder system should be closely combined with the spindle taper hole, so as to ensure high-speed and high-precision machining. Otherwise, the higher the speed is, the greater the centrifugal force will be. When it reaches the critical state of the system, the tool holder and tool system will be excited. As a result, the machining quality will be reduced, the tool life will be shortened, and the spindle bearing will be worn and damaged. As a supplier of end mills, Uko has studied and found that among all the current tool systems, the hot tool holder is the most suitable for high-speed machining!
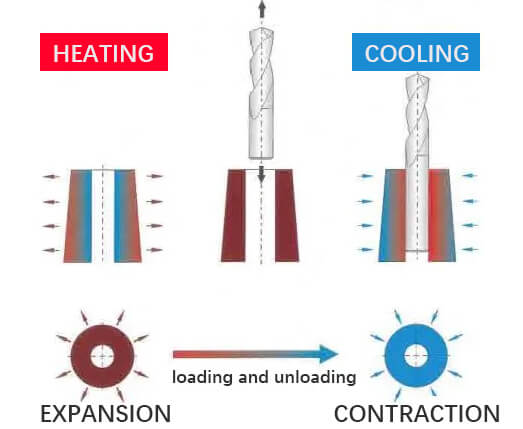
Clamping principle of hot assembly tool holder:
The hot mounting tool holder is based on the principle of thermal expansion and cold contraction of metal materials. The clamping part of the tool holder is heated in a short time by the thermal induction device (hot charging machine), and the inner diameter of the tool holder will expand accordingly. At this time, the end mill is put into the tool holder. When the tool holder is cooled and contracted, it can give uniform pressure to the clamping surface of the tool, so as to produce a high radial clamping force and firmly hold the tool. The process of tool removal is basically the same as that of the clamping tool. Firstly, the tool holder of the clamping tool is heated by a hot loader, and the inner diameter of the tool holder is expanded to take out the tool.
Features of hot assembly tool holder:
(1) The overall accuracy is high, and the runout at 4 times the diameter is less than 0.003mm.
(2) Good dynamic balance, low wind resistance, suitable for high-speed rotation.
(3) Compact structure, high rigidity, suitable for deep cavity machining.
(4) There is no other medium between the chuck and the tool, so it has a strong anti-fouling ability.
UKO customized tool holder can fit the tool to the maximum extent, and guarantee the stability and balance during machining. At the same time, using the method of hot assembly of tool holders can solve the problems of balance, swing precision, and clamping strength which is very important in high-speed finish machining.